A munkaerőhiánytól a kiszámítható szállításig: Hogyan változtatja meg az automatizálás a pénzforgalmat
Egy élelmiszergyár 12 dolgozóval egy gombócsoron napi 8000 egységet tud szállítani. 9 munkással – ami gyakrabban történik, mint ahogy a legtöbb vezető be akarja ismerni – 5500-at szállít ki. A hiány nem csak a hangerőt érinti. Késlelteti a szállítási dátumot, egy héttel kitolta a számlát, és a szerződéstől függően kötbérkikötést vált ki. Ez a sorozat minden hónapban több ezer alkalommal játszódik le az élelmiszergyártásban, és a legtöbb vállalkozás úgy viseli a veszteséget, hogy meg sem nevezi a kiváltó okot.
Az élelmiszer-feldolgozás munkaerőhiánya strukturális, nem ciklikus. A Deloitte és a The Manufacturing Institute közös tanulmánya megállapította, hogy az Egyesült Államok feldolgozóipari szektora egyedül szembesülhet 2,1 millió betöltetlen álláshely 2030-ig , az élelmiszer-feldolgozás a leginkább érintett szegmensek közé tartozik. Délkelet-Ázsia, Közel-Kelet és Európa piacain a minta ugyanaz: az üzemeltetőket nehezebb felvenni, nehezebb megtartani, és egyre drágább a betanításuk – csak egy éven belül távozni kell. Az igazi kérdés nem az, hogy szükség van-e az automatizálásra. Arról van szó, hogy a pénzügyi indoklást helyesen fogalmazták-e meg.
Ha nem tudja kiszolgálni a vonalat, nem tudja megjósolni a számlát
A szállítási ütemtervek a termelési feltételezésekre épülnek. Ezek a feltételezések a létszámon alapulnak. Ha a létszám ingadozik – a munkaigényes alakítási és csomagolási műveleteknél pedig folyamatosan ingadozik –, a teljes downstream terv megbízhatatlanná válik.
Fontolja meg, hogyan bontakozik ki ez valójában: egy gyár vállalja, hogy csütörtökön 50 000 darab fagyasztott dim sum terméket szállít ki egy forgalmazónak. Kedden három munkás beteget kiált. A vonal 60%-os kapacitással üzemel. A szállítmány rövid. A forgalmazó péntekig tartja vissza a teherautót, ami kitolja a számla dátumát, egy teljes számlázási ciklussal késlelteti a fizetést, és – ha a forgalmazó „just-in-time” modellt üzemeltet – a kiskereskedelmi üzletben készletezést indít el.
Ez a forgatókönyv nem az ellátási lánc meghibásodása. Ez egy személyzeti kudarc, és ennek közvetlen ára van: késedelmes bevétel, potenciális szankciók és az alternatívákkal rendelkező vevő iránti bizalom megromlása. A kapcsolat között hogyan kezeli az automatizálás a gyakorlatban az élelmiszergyári munkaerőhiányt és a downstream pénzügyi hatás közvetlenebb, mint ahogy azt a legtöbb eredmény-elszámolási megbeszélés elismeri.
Az elmulasztott kézbesítés valódi pénzügyi költsége
Az elmulasztott kézbesítés látható költsége a kötbér. De a teljes pénzügyi hatás mélyebbre, három összetett rétegre terjed ki.
Késleltetett számlázás és lassabb készpénzkonverzió. A legtöbb élelmiszer-ellátási szerződés a szállítási visszaigazoláskor számlázza ki. Minden nap, amikor a szállítmány késik, olyan nap, amikor a számlát nem állítják fel. A 30 napos fizetési feltételeket alkalmazó gyárak esetében a következetes 3–5 napos szállítási késleltetés azt jelenti, hogy a készpénz 10–17%-kal később érkezik meg, mint a modell feltételezi. Ezt a hiányt fedezni kell – hitelkeretekkel, szállítói hosszabbításokkal vagy tartalékok lehívásával.
A szerződés kitettsége és a kötbér kikötései. A kiskereskedelmi és vendéglátóipari vásárlók az elmúlt években megkeményítették az SLA feltételeit. Az esetenként 1–3%-os késedelmes kézbesítési díj gyakori, és az ismétlődő jogsértések a szerződés felülvizsgálatát vagy végleges felmondását válthatják ki. A forgalmazói kapcsolat elvesztése nem csak egy rendelést érint, hanem megszüntet egy bevételi forrást, amelynek kialakulása hónapokig vagy évekig tartott.
Vevői bizalom és újrarendelési magatartás. Azok a vásárlók, akik ismétlődő szállítási inkonzisztenciát tapasztalnak, nem mondják fel azonnal a szerződést. Csendesen kétforrásúak. Csökkentik a rendelési mennyiséget. Felhagynak azzal, hogy új termékvonalakat kínáljanak egy olyan beszállítónak, akit lelkileg megbízhatatlannak jelöltek meg. A bevétel-erózió fokozatos, és nehéz egyetlen oknak is betudni – pontosan ezért hajlamos arra, hogy figyelmen kívül hagyják.
Megértés öt üzleti ok, ami miatt az élelmiszergyártók automatizált berendezésekre váltanak át jellemzően itt kezdődik – az inkonzisztencia pénzügyi fájdalmával, nem csak a szűkös létszám miatti működési kényelmetlenséggel.
Hogyan alakítja át az automatizálás a kimeneti változékonyságot átviteli biztonsággá
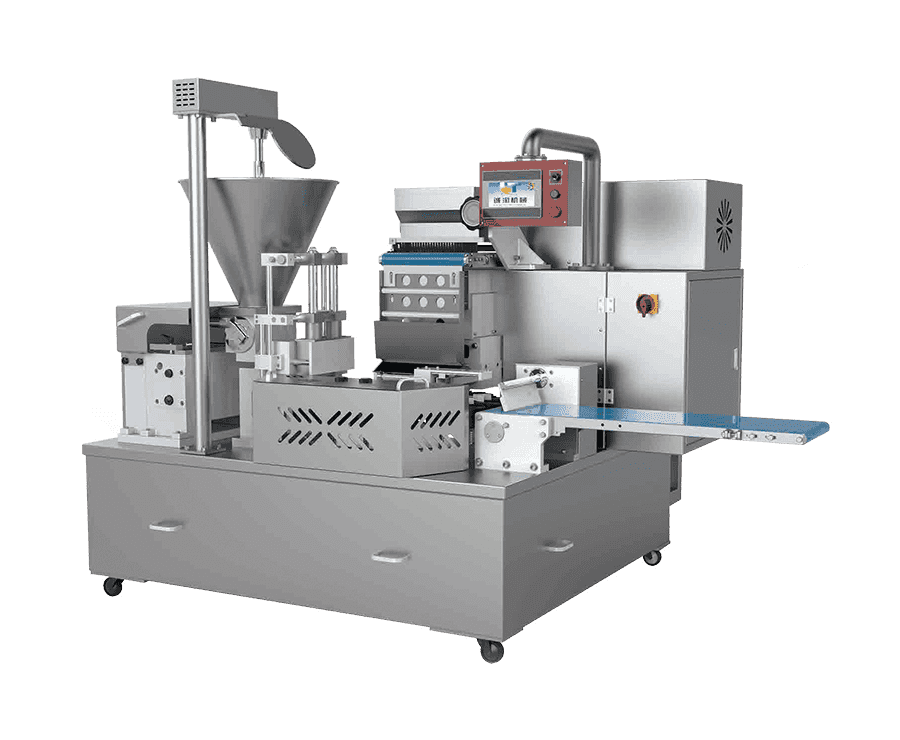
Egy jól meghatározott ételformázó gépnek nincsenek betegnapjai. Hat óra után sem lassul. Nem változtatja a töltelék súlyát a fáradtság vagy a figyelemelterelés miatt. Az első órában mért teljesítménye megegyezik a nyolcadik órával – és éppen ez a konzisztencia az, ami ismét megbízhatóvá teszi a gyártástervezést.
Gyakorlatilag egyetlen automata formázógép, amely a gombócokat vagy a wontongyártást végzi, óránként 3600–6000 darabot képes fenntartani, függetlenül a műszak összetételétől vagy a szezonális munkaerő-terheléstől. Ez az arány mérhető, tervezhető és biztosítható oly módon, ahogy egy kézi formázó munkáscsapat egyszerűen nem.
A működési műszak számít az ütemezéshez. Ha egy vonalvezető tudja, hogy a formázási szakasz óránként X darabot fog gyártani bármilyen személyzeti feltétel mellett, minden későbbi kötelezettségvállalás – csomagolás, hűtőlánc-foglalás, fuvarozási ütemezés, számlázási időzítés – optimista becslés helyett szilárd számra építhető. Ez az alapja a gép áteresztőképességének a tényleges gyártási rendeléseihez való igazítása nem pedig fordítva: hagyja, hogy a munkaerő rendelkezésre állása szabja meg, hogy mit tud elkötelezni.
Az olyan élelmiszergyárak számára, amelyek gombócokat, kirakott péksüteményeket, tavaszi tekercseket vagy formázott sütiket gyártanak, ételformázó gépek, amelyeket állandó, nagy mennyiségű kimenetre terveztek jelentik a termelési folyamat azon pontját, ahol a legnagyobb az áteresztőképesség-ingadozás kézi működtetés mellett – és ahol az automatizálás biztosítja a legközvetlenebb stabilizálást.
A kiszámítható kibocsátás kiszámítható pénzáramlást jelent
Az automatizálás pénzügyi alapja általában a költségcsökkentés köré épül: kevesebb munkaóra, kevesebb hulladék, kevesebb utómunka. Ezek a megtakarítások valódiak. De a szállítási biztonság pénzforgalmi hatása gyakran nagyobb és gyorsabb, mint a munkaerőköltség-megtakarítás önmagában.
Íme a mechanizmus: amikor egy gyár megbízhatóan el tudja kötelezni magát a szállítási dátum mellett, és el tudja érni azt, a számlázás ütemezetten történik. A fizetési ciklusok időben elkezdődnek. A követelések nem halmozódnak fel az elmaradt küldemények mögött. A korábban „szállításra váró” státuszba zárt működő tőke kiszámítható ütemben elérhetővé válik.
Egy egyszerűsített összehasonlítás szemlélteti a különbséget:
| Metrikus | Manual Line | Automatizált vonal |
|---|---|---|
| Pontos szállítási arány | 68–75% | 92-97% |
| Átlagos számlakésés (nap) | 4-7 nap | 0-1 nap |
| Büntetés kitettsége (negyedévenként) | a szerződés értékének 2-4%-a | Közel nulla |
| Készpénz konverziós ciklus | Kiszámíthatatlan ±12 nap | Stabil, ±2 napon belül |
Az összetett hatás számít : egy gyár, amely eléri a 95%-os pontos szállítást, hitelesen gyorsabb fizetési feltételeket tud tárgyalni a forgalmazókkal, tovább csökkentve a DSO-t (napi értékesítés). Azok a vásárlók, akik bíznak az Ön szállítási megbízhatóságában, hajlamosak idővel növelni a rendelések méretét, és ezzel az értékesítési költségek arányos növekedése nélkül növelni az egy vásárlóra jutó bevételt.
A megtérülés kiszámítása: Mikor kezd visszafizetni az automatizálás?
Az egyes gyárak számai eltérőek, de az élelmiszergyártás automatizálásának megtérülési számítása jellemzően négy inputból merít: közvetlen munkaerőköltségből, hulladék- és utómunkálati rátából, szállítási bírság kitettségéből és a megbízhatatlan ellátási kapcsolatokból származó bevételkiesésből.
A legtöbb gyár, amely becsületesen végezte ezt a számítást – beleértve mind a négy ráfordítást, nem csak a munkaerő-megtakarítást – úgy találja, hogy egy erre a célra épített élelmiszer-formázó gép megtérülési ideje 12 és 24 hónap közé esik. Azokon a piacokon, ahol szűk a munkaerő, a nagy forgalom és az igényes vevői SLA-k, ez az ablak akár egy év alá is szűkülhet.
A számítás idővel szintén pozitívan alakul. A berendezések költségének megtérülése után a következetes áteresztőképesség minden következő hónapja jobb haszonkulcsot jelent – a fizikai dolgozók toborzásának, képzésének és megtartásának költségei és bizonytalansága nélkül ugyanazon feladatokra. Feltárása három praktikus módszer a kimeneti sebesség növelésére és az állásidő csökkentésére Ebben a szakaszban válik relevánssá – nem azért, hogy többet húzzunk ki egy meglévő vonalból, hanem azért, hogy meghosszabbítsuk a kezdeti automatizálási beruházás pénzügyi megtérülését.
Azoknak a gyáraknak, amelyek még mindig dolgoznak az üzleti ügyön, segít a főkönyv büntetési és kieső bevételi oldalával kezdeni, nem pedig a munkaerő-megtakarítással. Ezek a költségek gyakran nagyobbak a vártnál – és a szállítási megbízhatóság javulását követően azonnal megtérülhetnek.
Hol kezdjem élelmiszer-előállítási környezetben
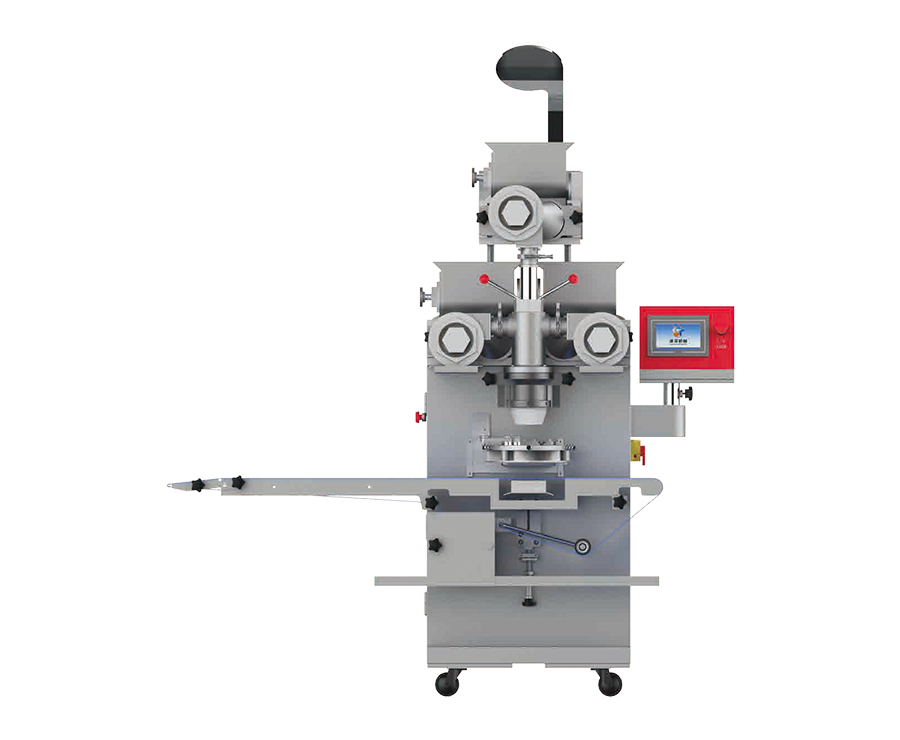
Az automatizálásnak nem kell teljesnek lennie ahhoz, hogy átalakuljon. Az élelmiszergyártásban a legnagyobb tőkeáttételű kiindulási pont szinte mindig a formázási vagy töltési szakasz – az a lépés, ahol a legintenzívebb a kézi munka, a legnehezebb fenntartani a termék konzisztenciáját, és az áteresztőképesség változékonyságának van a legnagyobb hatása.
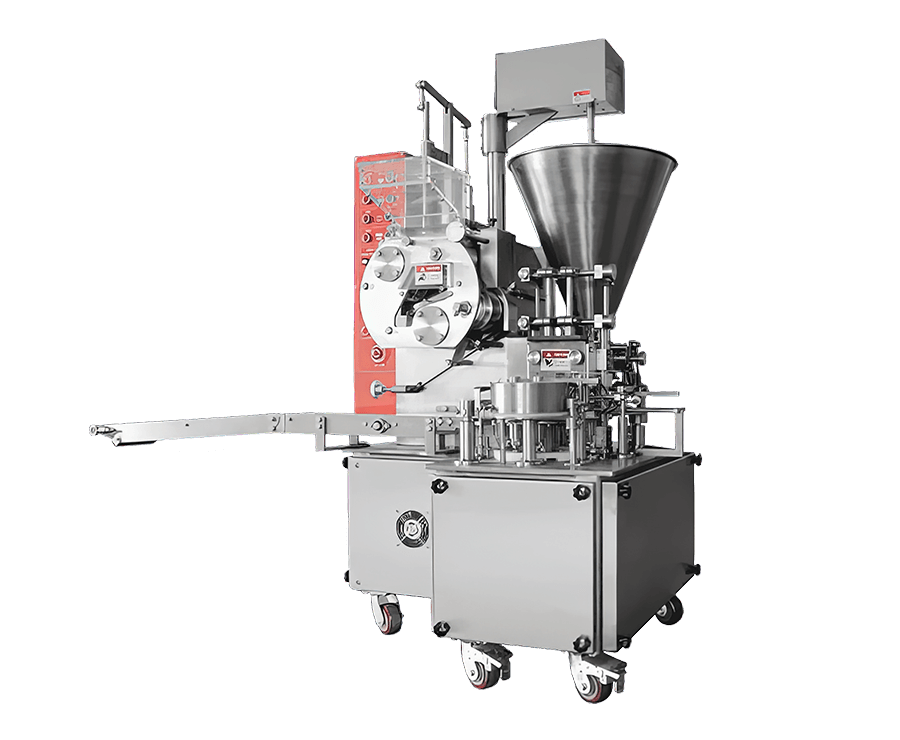
A gombócokat, wontonokat, baozit, siomait vagy kirakott péksüteményeket gyártó gyár, amely először automatizálja a formázási vonalát, azonnali stabilizálódni fog a napi termelési számban. Ez az egyetlen változtatás – annak ismeretében, hogy a sor pontosan hány darabot fog gyártani műszakonként – megszünteti a szállítási bizonytalanság elsődleges forrását. A gyártási ütemtervben minden más kezelhetőbbé válik: az összetevők beszerzése, a csomagolási sorozatok, a hűtőtárolási foglalás és a szállítási kötelezettségvállalások.
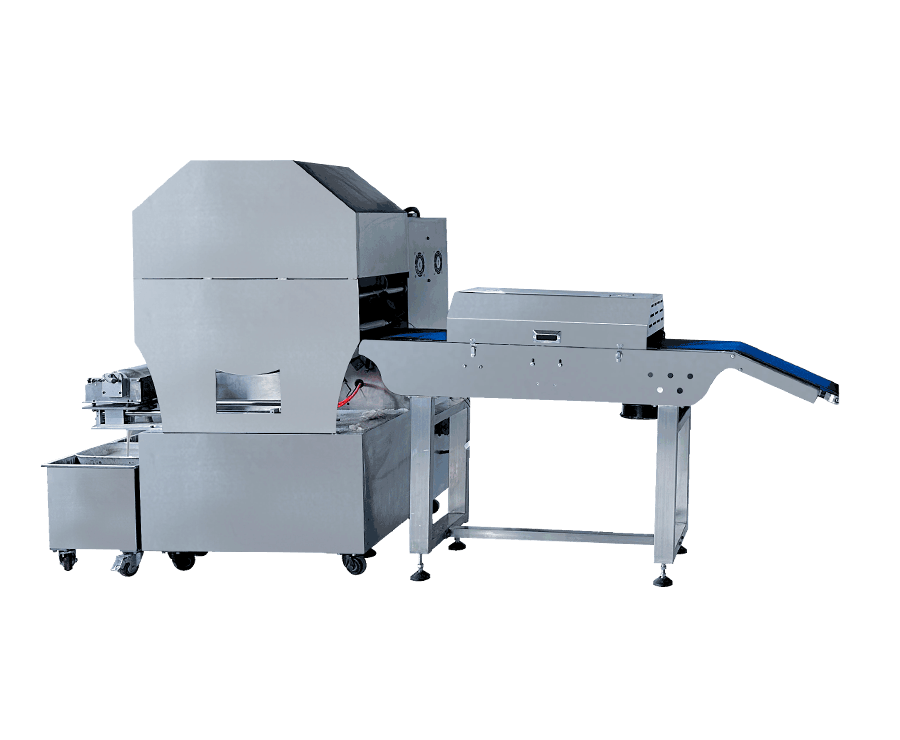
Innentől kezdve a megközelítés szisztematikusan bővülhet. Az előkészítő berendezések – keverők, rizsleválasztók, zöldségvágók – kezelik a felfelé irányuló változékonyságot. A kiterjesztett felhordó gépek kezelik a későbbi rugalmasságot: bevonat, lekerekítés, töltés. Az automatizált munkafolyamat minden egyes lépése csökkenti a tervezett és a tényleges kibocsátás közötti különbséget, így a gyár képes teljesíteni a készpénzforgalmat meghatározó kötelezettségeket.
A kiindulópontnak nem kell egy teljes vonalfelújításnak lennie. Megfelelő berendezésnek kell lennie, az adott termékhez és a működési volumenhez igazodva. Ezzel a beszélgetéssel – a terméktípusról, a tészta jellemzőiről, a töltelék viszkozitásáról és a célkibocsátási sebességről – kezdődik a leghasznosabb útmutatás.


Kapcsolódó termékek
Copyright © Shanghai Chengtao Machinery Co., Ltd. All rights reserved. 
Vegye fel velünk a kapcsolatot